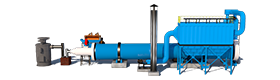
Измельченные древесные щепы или соломы сначала высушиваются при высокой температуре 300-450°С. Время термообработки составляет 30 мин. Влажность в материалах удаляется. Затем сырьё смешивается с термореактивной смолой и формуется при 220°С. Давление составляет 1400 фунтов на квадратный дюйм или 98 кг / см3. В этом процессе внутренняя температура поддона достигает 105°C, а время для поддержания внутренней температуры поддона не менее 56°C превышает 30 минут. Конечная влажность продукта не превышает 5%.
Весь процесс производства прессованных паллетов осуществляется при высокой температуре и высоком давлении, убивая любые насекомые и микроорганизмы, оставшиеся в материале. В то же время из-за высокой плотности производимых деревянных поддонов можно предотвратить повторное вторжение и размножение любых насекомых. Этот формованный продукт является последним «искусственным деревянным упаковочным материалом» вместо традиционного «твердого древесного упаковочного материала». Их продуктам больше не требуется обработка от насекомых. В продуктах нет живых насекомых и микроорганизмов, также удовлетворяют требованиям ISPM15 («Международный стандарт для фитосанитарных мер 15») на деревянную упаковочную продукцию.
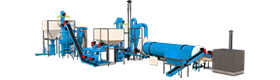
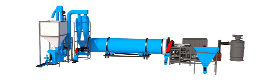
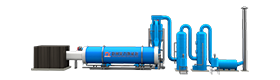
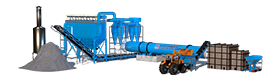
Технологический процесс производства формованных поддонов
1. Подготовка сырья: в соответствии с требованиями к нагрузке поддонов выбирают сорта дерева и соломы. Сначало сырье режут тонкими ломтиками и измельчают в 3-5 мм древесные щепы в виде зубочистки. Надо строго контролировать содержание примесей в коре, чтобы примеси не превышали 5%. После магнитной сепарации железа сырьё подают в сушилку.После сушки влажность сырья не более 5%.
2. Смешивание клея: для предотвращения разрушения древесной щепы не рекомендуется использовать высокоскоростной клей-смеситель. Обычно используется барабанный клей-смеситель. И две системы распыления предусмотрены для добавления двух типов клея, которые нельзя смешивать.
Обычно смешивают изоцианатные и мочевиноформальдегидные смолы или используют фенольную смолу и меламиновую смолу. Объем проклеивания составляет 5-15%. После измерения в клей-смеситель одновременно подают щепы и количественный клеящий клей. Содержание воды в смешанных древесных щепах должно контролироваться в пределах 6-8%.
3. Засыпка и горячее прессование: используется специальное оборудование. Засыпка выполняется в два этапа: сначала подкладываются и предварительно отжимаются стопы поддона, а затем плоская часть поддона прокладывается. Выпуклая пресс-форма закреплена на подвижной балке в верхней части горячего пресса, а вогнутая пресс-форма проходит между горячим прессом и устройством для засыпания. На рабочем столе для нижней части горячего пресса установлена специальное устройство для снятия пресс-формы. Клеенные материалы прокладывают в пресс-форму, проводит предварительное прессование и горячее прессование до полного отверждения смолы.И можно снять пресс-форму.
4. Отделка края: это обрезка края, то есть,удаление лишние облоя на крае изделия.
Технические характеристики
1. Влажность поддонов низкая. Обычно контролируется в пределах 6%-8%. Поддон не будет гигроскопичным или деформируемым во время использования.
2. Размеры поддона стабильные, поддон легкий, не искаженный и извращенный
3. Формованные изделия имеют высокую точность размеров, а специально разработанные ребражесткости обеспечивают прочность и точность продукта.
4. Прочность и жесткость могут поддерживаться постоянными. Естественные дефекты самой древесины устраняются во время процесса формования, и прочность выше, чем у продуктов, собранных традиционными древесными плитами.
5. Вес поддона из щепы легче на 50%, чем деревяный поддон из твердой лиственной породы.
6. Закругленная конструкция угла предотвращает повреждение продукта во время упаковки и транспортировки. Можно выполнять операции автоматического связывания, экономить время работы.
7. Несколько поддонов могут складываться вместе. 50 поддонов высотой около 7 футов. Вилочный погрузчик может поднять поддон со всех четырех сторон
8. Может удовлетворять транспортировке импорта и экспорта без фумигации.
9. Можно использовать лесоперерабатывающие остатки и низкосортные древесины в качестве сырья для производства формованных поддонов.
10.Продукты являются экологически чистыми. Можно осуществить рекуперацию, утилизацию, низкий уровень загрязнения. Коэффициент рекуперации может до 100%.
11.По сравнению с поддонами из хвойного дерева или широколиственного дерева цена более дешевле.
12.Использовать экологически чистую мочевино-формальдегидную смолу в качестве клея для прямого формования щепы или древесного волокна.
13. Стандартный контейнер 20GP может вмещать 1000шт поддонов, минимизируя транспортные расходы пользователя.
14.Динамическая нагрузка достигает 1500кг, статическая нагрузка достигает 5000кг.
15.Такое же количество паллетов экономит на 3/4 больше места, чем обычный деревянный поддон. Погрузчики могут одновременно перевозить 60 поддонов, в то время может перевозить обычные деревянные поддоны только 18-20 штук.